

 If you’ve seen a CNC router in action you know it can do amazing things in wood, but did you know that with the right techniques and tooling your CNC router can mill brass and aluminum with dependability, accuracy and consistency. Is that cool or what?! Think of the possibilities!
Milling these materials on a home shop CNC router isn’t difficult, but milling metal requires a different and a disciplined approach. Here is a basic formula to get you started:
1) Stick with easily machinable alloys.
2) Choose the correct bit for brass or aluminum.
3) Mill at an RPM and feed rate that is right for your machine.
4) Use a light depth of cut.
5) Lubricate the bit.
6) Clear the chips!
The alloys
If you’ve seen a CNC router in action you know it can do amazing things in wood, but did you know that with the right techniques and tooling your CNC router can mill brass and aluminum with dependability, accuracy and consistency. Is that cool or what?! Think of the possibilities!
Milling these materials on a home shop CNC router isn’t difficult, but milling metal requires a different and a disciplined approach. Here is a basic formula to get you started:
1) Stick with easily machinable alloys.
2) Choose the correct bit for brass or aluminum.
3) Mill at an RPM and feed rate that is right for your machine.
4) Use a light depth of cut.
5) Lubricate the bit.
6) Clear the chips!
The alloys
We want to choose an alloy that machines easily, is commonly available and is affordable.
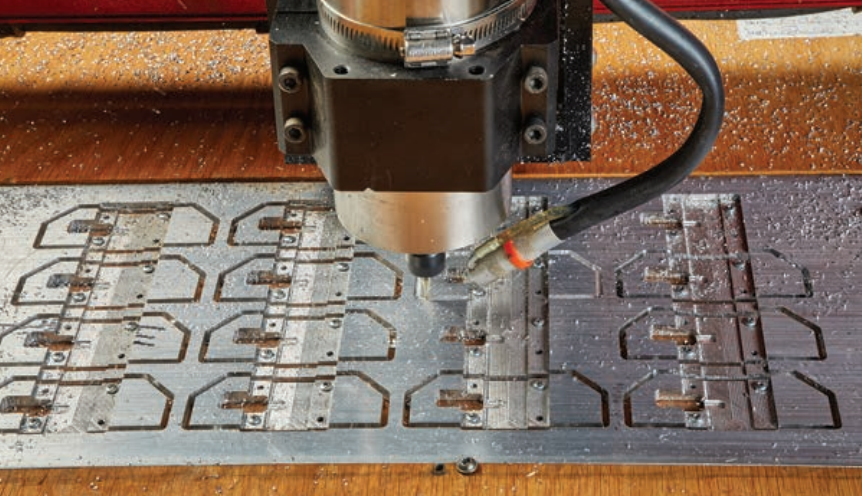
Aluminum alloy 6061 is a great choice to work with. Manganese and silicon are the major alloying elements. Alloy 6061 is strong, corrosion resistant, inexpensive and widely available, and can be easily machined on a CNC router.
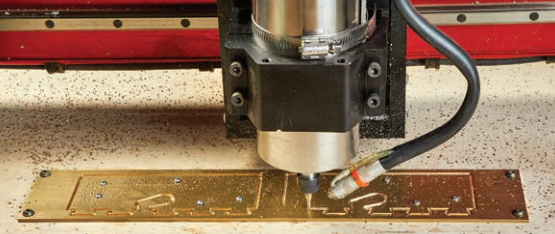 Ultra-machinable 360 brass consists of copper and zinc, and as you might guess from the name, it is made to be easily machined with the addition of lead. This attractive alloy stands up to high speed milling with minimal wear on tooling while generating chips that clear easily from the cut.
Ultra-machinable 360 brass consists of copper and zinc, and as you might guess from the name, it is made to be easily machined with the addition of lead. This attractive alloy stands up to high speed milling with minimal wear on tooling while generating chips that clear easily from the cut.
The right bit
The bit we’re looking for doesn’t deflect, minimizes lateral forces on your router and clears the chips quickly to give you a quality cut and longer bit life. The bit that accomplishes this for both aluminum and brass is a 1/8” diameter, 1/4” shank spiral upcut and with a length of cut that is 1/8” more that your max depth of cut, but not much more. The small diameter reduces lateral strain on your machine, which increases accuracy. The 1/4” shank and short length of cut reduces chatter and deflection while the spiral shape clears waste chips efficiently, but how many flutes? This is where brass and aluminum part ways.
Aluminum is a gummy metal that can cling to the cutting edge of a bit. Once that occurs, breakage is only moments away. What’s needed is a single-flute, highly polished bit that both clears chips quickly and prevents them from sticking.
360 brass is alloyed specifically to cut cleanly so a two-flute bit can be used. Two flutes offer the advantage of addition stability and more cutting efficiency.
 RPM and Feed rate
RPM and Feed rate
Speed and feed rate calculations give you an ideal set of numbers to cut metal. However, home shop machines suffer from a lack of rigidity. To compensate, we need to slow down the feed. I have found that a feed rate of 50 fpm at a speed of 19,500 rpm is a combination that will work well in most situations. Don’t go below this trying to baby the machine. Feed rates slower than 50 fpm cause the bit to rub needlessly, increasing heat, wear and reducing its life.
Depth of cut
Bit deflection, backlash, and frame rigidity are enemies of a clean cut. To counter these we need to choose an optimum depth of cut. For aluminum 6061 I have found .03” to work well and for 360 brass .05”. It might not seem like much but you will find your CNC router can clear a lot of metal in an hour’s time. Be patient. Enjoy the process.
Lubrication
No doubt you have had the experience of scorching some wood while routing. The dense structure of metal creates even more heat as the bit balances between cutting and rubbing so lubrication is critical to keeping the bit cool. A cool bit means a longer bit life and a better cut. To lubricate a cut there several options: wax, spray can oil, or an oil mister.
If you’re cutting thin sheet stock in one pass, a wax stick makes sense. Wax sticks are less messy than oils and have the advantage of being applied once and letting you walk away. No babysitting.
For cuts requiring multiple passes, the simplest approach is to use oil from a spray can at frequent and even intervals. Avoid using sprays that are designed for stopping squeaks and breaking frozen bolts. Choose a dedicated machining oil or an oil with some cling such as chain lube.
The best approach that guarantees constant lubrication for the bit and no babysitting of the machine is to use an oil mister. It’s an easy add on and uses compressed air to suction oil from a reservoir and delivers it directly to where it’s needed – the router bit. 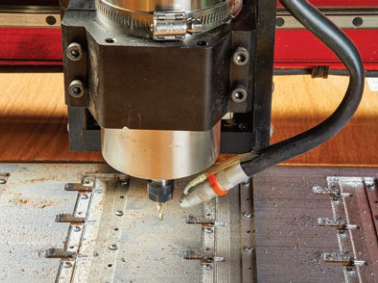 There are many specially formulated oils for machining, but in our situation the oil is not recoverable. Once it is sprayed it’s gone, so price matters. An inexpensive cutting oil that can be bought in gallon jugs goes by the name “Plumbers Lard” – not a glamorous name but it works. I also keep a spray bottle of this oil in my shop for metal drilling or CNC work when I don’t want to use the mister.
Machining oils can be messy, but when delivered directly to the cut at the right level it doesn’t take much. None the less, keep a roll of paper towels handy.
There are many specially formulated oils for machining, but in our situation the oil is not recoverable. Once it is sprayed it’s gone, so price matters. An inexpensive cutting oil that can be bought in gallon jugs goes by the name “Plumbers Lard” – not a glamorous name but it works. I also keep a spray bottle of this oil in my shop for metal drilling or CNC work when I don’t want to use the mister.
Machining oils can be messy, but when delivered directly to the cut at the right level it doesn’t take much. None the less, keep a roll of paper towels handy.
 Clear the Chips You know that milling wood produces a blizzard of chips. Milling metal can do the same. Chip buildup results in re-cutting the chips, increasing heat and stress. It’s the #1 cause of broken bits when milling metal.
Clear the Chips You know that milling wood produces a blizzard of chips. Milling metal can do the same. Chip buildup results in re-cutting the chips, increasing heat and stress. It’s the #1 cause of broken bits when milling metal.
So how do we deal with the chips? They can be blown out of the cut with an air wand or, if you have a larger compressor, by setting up a continuous air stream using a flexible nozzle attached to your router. (Take care to be very careful when using compressed air on metal chips – the chips can end up in electronics, or worse, in your eye.)
A dust collector can help keep the workpiece clean, but metal chips are heavier than wood. You may need to fit a custom boot to increase air flow around the cut.
Cutting aluminum and brass with a home shop CNC router is an exciting process. By addressing the issues unique to milling aluminum and brass, you can mill with confidence. So, pick up cutting oil and the right bits, and open the door to a new world of possibilities for your shop.






